Berita
Rumah / Berita / Berita Industri / Panduan Lengkap untuk Memotong dan Menyebarkan Tiub Square Tembaga dengan Ketepatan dan Keselamatan

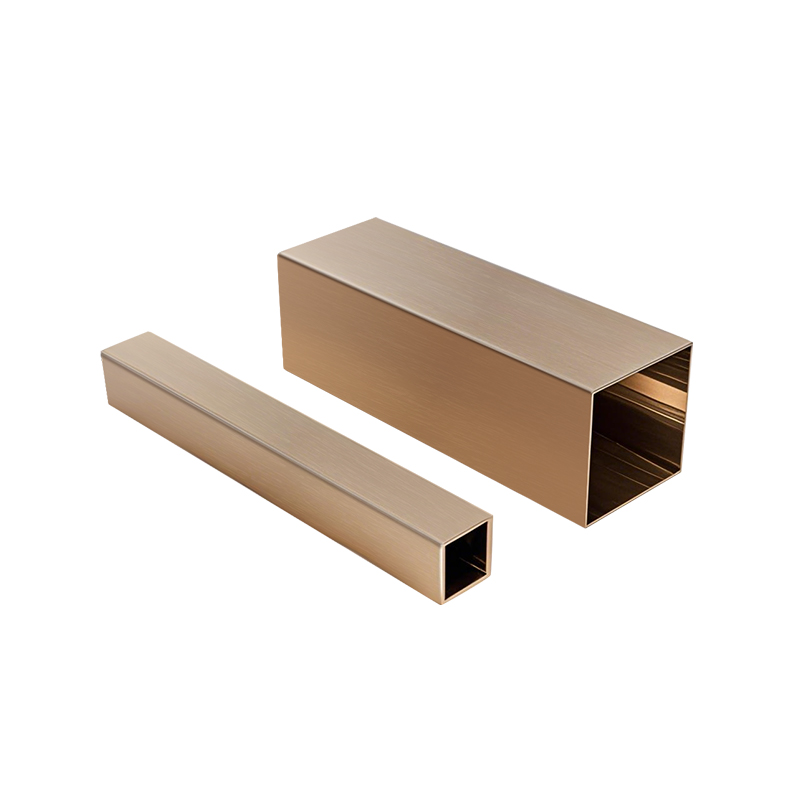
Tiub persegi tembaga adalah penyeksaan khusus yang menggabungkan kekonduksian unggul, rintangan kakisan, dan kebolehkerjaan tembaga dengan kestabilan struktur profil persegi. Tiub ini biasanya dibuat melalui proses penyemperitan atau lukisan, menghasilkan bentuk lancar atau dikimpal dengan ketebalan dinding yang berbeza -beza dan dimensi sampingan. Geometri persegi menyediakan kelebihan khusus dalam aplikasi di mana permukaan pemasangan rata, simetri estetik, atau penjajaran yang tepat diperlukan. Di peringkat metalurgi, kebanyakan tiub persegi tembaga dibuat dari gred tembaga atau deoxidized secara komersil, yang memastikan keserasian dengan teknik pematerian dan pemotongan. Gred yang paling banyak digunakan termasuk C11000 (tembaga pitch electrolytic) dan C12200 (tembaga deoksida fosforus). C110 diperhatikan untuk kekonduksian elektrik yang luar biasa -sehingga 101% IACs -dan lebih disukai untuk aplikasi penghantaran elektrik dan terma. Sementara itu, C122 lebih biasa digunakan dalam sistem paip dan HVAC disebabkan oleh kebolehkalasan dan ketahanannya yang dipertingkatkan terhadap pelindung hidrogen. Gred ini mempamerkan kebolehtelapan dan kemuluran yang sangat baik, yang membolehkan mereka dibengkokkan atau dibentuk dengan risiko minimum retak. Dari segi sifat mekanikal, tiub persegi tembaga umumnya menawarkan kekuatan tegangan antara 200 dan 400 MPa bergantung pada temperamen, dengan rintangan keletihan yang tinggi dan kebolehtelapan magnet yang rendah. Kekonduksian terma berkisar antara 360 hingga 400 W/m · K, menjadikannya sangat efisien dalam aplikasi pemindahan haba. Rintangan kakisan mereka, terutamanya dalam air, asid bukan pengoksidaan, dan persekitaran garam, juga menjadikan mereka bahan pilihan untuk komponen marin dan seni bina.
Dalam penggunaan praktikal, tiub persegi tembaga berfungsi dengan pelbagai industri. Dalam pembinaan, ia digunakan dalam fasad hiasan, sistem pagar, dan sokongan struktur di mana kedua -dua penampilan dan fungsi adalah penting. Dalam paip, tiub ini dimasukkan ke dalam manifold, perhimpunan kawalan tekanan, dan subframe di mana profil persegi membolehkan integrasi yang lebih ketat dengan permukaan rata atau peranti yang dipasang di dinding. Dalam industri HVAC, tiub tembaga persegi semakin ditemui dalam penukar haba padat dan kerangka gegelung kerana kecekapan terma dan faktor bentuknya. Dalam sistem elektrik, terutamanya bas dan grid tanah, keratan rentas seragam memastikan aliran semasa yang boleh diramal dan pemasangan lebih mudah pada panel atau penebat. Tiub persegi tembaga juga melihat aplikasi dalam sektor automotif dan aeroangkasa di mana litar penyejukan yang dipasang dengan ketepatan, garisan bahan api, atau perumahan sensor memerlukan bahan yang kuat tetapi boleh dilaksanakan dengan rintangan keletihan yang sangat baik. Laboratories dan peralatan semikonduktor menggunakan tiub tembaga persegi untuk garisan gas kemurahan tinggi dan kandang haba, diberi kebersihan tembaga dan sifat lengai apabila diproses dengan betul. Dalam fabrikasi artistik dan adat, tiub persegi tembaga dinilai untuk kilauan hangat mereka, pembangunan patina, dan keupayaan untuk dikimpal Tig atau secara mekanikal diikat ke dalam perhimpunan tegar.
Ketersediaan tiub persegi tembaga di dalam pelbagai warna-anneal (lembut), separuh keras, atau penuh keras-perlahan meluaskan profil penggunaannya. Tiub anil mudah dibengkokkan dan sesuai untuk membentuk manual, manakala setengah keras atau keras keras menawarkan kestabilan dimensi dan kekuatan beban yang lebih besar. Ketebalan dinding biasanya berkisar antara 0.5 mm hingga 5 mm, dan panjang sampingan dari 5 mm hingga lebih dari 100 mm, bergantung kepada aplikasi. Pengilang sering menawarkan panjang dan kemasan tersuai, termasuk penamat kilang, disikat, atau bersalut, sesuai dengan keperluan alam sekitar dan estetik. Tiub tembaga boleh disalut dengan timah atau nikel dalam persekitaran elektronik atau karat tinggi khusus. Keserasian mereka dengan plumbing standard dan kelengkapan HVAC-termasuk pemampatan, suar, dan penyambung jenis solder-menyertakan integrasi lancar ke dalam sistem yang sedia ada. Ciri -ciri bakterostatik tembaga, yang menghalang pertumbuhan mikrob di permukaan, juga menyumbang kepada penggunaannya dalam penghantaran air sanitari dan infrastruktur hospital. Secara keseluruhannya, tiub persegi tembaga mewakili bahan kejuruteraan yang baik di mana integriti mekanikal, prestasi terma dan elektrik, dan ketahanan jangka panjang bersilang.

Pemotongan ketepatan tiub persegi tembaga memerlukan pemilihan alat yang disesuaikan dengan sifat bahan, ketebalan dinding, dan konteks aplikasi. Tidak seperti tiub bulat, profil persegi memperkenalkan kerumitan dari segi penjajaran kelebihan, simetri putaran, dan kawalan laluan pemotongan. Memilih alat yang betul bukan hanya untuk mencapai panjang potongan yang dikehendaki tetapi juga memelihara integriti tiub dan mengelakkan ubah bentuk, retak, atau pembentukan burr yang berlebihan. Kategori pertama alat termasuk instrumen pemotongan manual seperti hacksaws dan pemotong tiub. Hacksaws yang dilengkapi dengan bingkai ketegangan tinggi dan bilah bi-metal (biasanya 24-32 TPI) boleh digunakan untuk pemotongan kecil pada tiub persegi tembaga berdinding nipis. Walau bagaimanapun, mereka memerlukan kawalan mantap untuk mengelakkan bilah bersiar -siar dan pemotongan yang tidak sekata. Pemotong tiub dengan rahang laras direka terutamanya untuk tiub bulat, tetapi beberapa pemotong tiub persegi khusus boleh didapati dengan sistem roda empat mata untuk pengedaran tekanan seragam. Ini berguna untuk mencapai pemotongan bersih dengan burrs yang minimum dan sesuai untuk kerja lapangan atau pembaikan cepat.
Untuk tiub persegi tembaga yang lebih besar atau tebal, alat kuasa seperti gergaji miter, gergaji band, dan gergaji sejuk disyorkan. Miter gergaji dilengkapi dengan bilah karbida yang halus boleh menyampaikan potongan persegi yang tepat, terutamanya apabila dipasangkan dengan jig atau pengapit untuk mengelakkan putaran tiub. Sawah cutoff kasar tidak sesuai untuk tembaga kerana risiko bahan pelembut dan kelebihan bahan dari pembentukan haba. Sebaliknya, gergaji band dengan bilah pemotongan logam halus (minimum 18 TPI) lebih disukai untuk pemotongan yang konsisten melalui profil tembaga tebal atau keras. Kawalan kelajuan berubah membolehkan pengendali menyesuaikan RPM bilah untuk memadankan kadar pengerasan kerja rendah tembaga, mengurangkan alat dan getaran alat. Segel sejuk, yang menggunakan HSS bulat atau bilah karbida pada kelajuan putaran yang lebih perlahan, memberikan pemotongan yang tepat dengan kemasan yang lancar dan penjanaan haba yang minimum. Ini sesuai untuk pengeluaran lantai kedai di mana pemotongan kualiti dan konsistensi dimensi adalah kritikal. Alat putar seperti dremels atau penggiling mati yang dilengkapi dengan cakera pemotongan boleh digunakan untuk pemotongan yang rumit atau terkurung, walaupun mereka tidak mempunyai konsistensi lurus yang diperlukan untuk aplikasi struktur.
Sebagai tambahan kepada alat pemotongan, peralatan sokongan yang betul memainkan peranan penting. Tube Vises dan Bench Clamps yang direka dengan rahang empuk atau melengkung menghalang penghancuran atau parut tembaga semasa penetapan. Untuk operasi peringkat automatik atau pengeluaran, CNC melihat sistem dan panduan laser boleh dilaksanakan untuk mengawal sudut pemotongan dan panjang ke milimeter. Pelinciran-sering dalam bentuk minyak pemotongan cahaya atau penyejuk serasi tembaga khusus-mengurangkan geseran, menghalang terlalu panas, dan memanjangkan hayat bilah. Walau bagaimanapun, penggunaan minyak berlebihan boleh mencemarkan permukaan tiub, memerlukan pembersihan tambahan sebelum pematerian atau kimpalan. Alat pengukuran seperti kaliper digital, penguasa laser, dan dataran machinist memastikan ketepatan tanda sebelum dipotong. Penandaan harus dilakukan dengan alat penulis atau pena dakwat yang tidak mencemarkan untuk mengelakkan tindak balas kimia dengan tembaga semasa pemanasan atau pembersihan.
Pengurusan habuk dan cip juga pertimbangan semasa proses pemotongan. Tangkapan tembaga boleh menyebabkan litar pendek atau isu terma jika ditinggalkan dalam persekitaran elektrik atau HVAC, jadi meja kerja yang bersih dilengkapi dengan pengekstrakan vakum atau dulang magnet meningkatkan keselamatan dan kebersihan. Untuk penamat kelebihan, alat deburring seperti reamer chamfer, fail rata, atau berus nilon digunakan untuk membersihkan dinding tiub dalam dan luar pasca potong. Dalam persekitaran fabrikasi yang lebih maju, pemotong tiub orbital dan sistem bilah berputar menawarkan pemotongan tidak membentuk menggunakan bilah mengepung yang secara beransur-ansur menjaringkan dan mengiris melalui dinding tembaga tanpa memampatkan profil. Ini amat berkesan dalam aplikasi aeroangkasa, semikonduktor, atau bilik bersih di mana kesetiaan dimensi adalah yang paling utama.
Pemilihan alat mesti diselaraskan dengan beberapa faktor: dimensi tiub, ketepatan yang diperlukan, jumlah potong, persekitaran kerja, dan langkah-langkah pemprosesan selepas pematerian atau brazing. Untuk kerja-kerja di tempat yang kadang-kadang, alat mudah alih dengan ciri laras menawarkan fleksibiliti. Untuk pengeluaran berulang, volum tinggi, gergaji kuasa stesen tetap dengan jig dan sistem penyejukan lebih sesuai. Dalam semua kes, memilih alat yang betul bukan sahaja meningkatkan kualiti pemotongan tetapi juga mengurangkan risiko kerosakan tiub, menjimatkan masa dalam pemprosesan pasca, dan menyumbang kepada kecekapan dan keselamatan projek keseluruhan.
Penyediaan yang betul sebelum memotong tiub persegi tembaga adalah penting untuk mencapai pemotongan lurus dan tepat dengan sisa dan ubah bentuk yang minimum. Fasa penyediaan merangkumi tiga langkah utama: pengukuran tepat, penandaan tepat, dan pengapit firma. Langkah -langkah ini secara langsung menjejaskan hasil pemotongan dan sangat kritikal apabila bekerja dengan tembaga kerana kelembutan dan kerentanannya untuk merosakkan di bawah pengendalian yang tidak wajar. Aspek penyediaan pertama adalah pengukuran yang tepat. Tiub persegi tembaga sering perlu dimuatkan ke dalam toleransi dimensi tertentu, terutamanya dalam aplikasi seperti kurungan HVAC, bingkai seni bina, atau manifold paip. Penggunaan alat pengukur ketepatan seperti caliper vernier, mikrometer digital, dan peraturan keluli disyorkan melalui langkah-langkah pita tujuan umum, terutamanya untuk tiub di bawah panjang 50 mm. Apabila mengukur, pastikan kedua -dua dimensi luar (OD) dan kelegaan di dalamnya diambil kira, kerana tiub persegi sering mempunyai dimensi luaran nominal yang mungkin berbeza -beza sedikit bergantung kepada toleransi pembuatan. Untuk tiub yang lebih panjang atau potongan berulang dengan panjang yang sama, blok berhenti atau jig template harus digunakan untuk mengelakkan kesilapan pengukuran kumulatif.
Sebaik sahaja pengukuran diambil, langkah seterusnya adalah menandakan. Menandakan tiub persegi tembaga memerlukan alat yang memberikan ketepatan dan penglihatan tanpa merosakkan permukaan. Alat menulis dengan hujung keluli keras boleh digunakan untuk mengetuk garis halus pada permukaan tiub. Untuk gred yang lebih lembut atau di mana penampilan kosmetik adalah kebimbangan, penanda tetap atau pen cat boleh digunakan, walaupun mereka mesti dikeluarkan sepenuhnya sebelum sebarang operasi pematerian untuk mengelakkan pencemaran fluks. Apabila menandakan, adalah penting untuk membungkus tanda di sekitar empat muka tiub untuk memastikan garis pemotongan dapat dilihat tanpa mengira orientasi alat. Square gabungan atau machinist sangat berguna di sini untuk membawa garis di seluruh muka tegak lurus dan mengekalkan penjajaran. Apabila pelbagai potongan diperlukan dari sekeping tiub yang sama, terutamanya dalam pengeluaran siri, pertimbangkan untuk menandakan setiap segmen sekaligus untuk menjimatkan masa dan mengurangkan kesilapan.
Selepas menandakan, tiub mesti diapit dengan selamat untuk mengelakkan getaran, pergerakan, atau menghancurkan semasa memotong. Pengapit tiub persegi tembaga boleh mencabar kerana bentuk dan kelembutan material mereka. Bench standard atau pengapit boleh mengubah bentuk dinding jika diperketatkan secara berlebihan. Oleh itu, rahang pelindung yang diperbuat daripada nilon, getah, atau logam lembut harus digunakan untuk menggenggam tiub secara merata. Pengapit V-blok atau tiub khusus dengan profil persegi adalah ideal, kerana mereka memberikan sokongan seragam di semua wajah tiub. Apabila mengikat, sentiasa pastikan bahawa garis pemotongan yang ditandakan dapat dilihat sepenuhnya dan boleh diakses, dan tiub itu adalah tahap relatif kepada bilah pemotongan. Misalignment pada peringkat ini akan diterjemahkan secara langsung ke dalam pemotongan yang tidak sekata atau beveled, yang boleh menjejaskan integriti bersama semasa pematerian. Untuk alat pemotongan berkuasa seperti gergaji miter atau gergaji band, penggunaan papan sokongan korban di belakang tiub disyorkan untuk mengelakkan keluar burrs dan meningkatkan kualiti kelebihan. Di samping itu, pastikan tiub diapit dekat dengan titik pemotongan untuk mengurangkan alat perbualan atau bahan flex. Dalam sesetengah kes, terutamanya dengan bahagian tiub panjang, pendirian sokongan tambahan atau penggelek mungkin diperlukan untuk memastikan tiub sejajar dan mencegah kendur. Teknik penyediaan ini, apabila dilaksanakan dengan teliti, pastikan proses pemotongan adalah lancar, tepat, dan berulang, menetapkan asas untuk fabrikasi dan pemasangan berkualiti tinggi dalam langkah-langkah berikut.
Memotong tiub persegi tembaga dengan ketepatan yang tinggi melibatkan satu siri langkah yang diselaraskan, bermula dengan persediaan ruang kerja dan penentukuran alat dan berakhir dengan pemeriksaan pasca pemotongan. Matlamatnya adalah untuk menghasilkan pemotongan yang bersih, persegi dengan burrs atau ubah bentuk yang minimum sambil mengekalkan toleransi dimensi yang sesuai untuk pemasangan dan pematerian. Langkah pertama ialah menyediakan ruang kerja. Permukaan yang bersih dan stabil dengan pencahayaan yang mencukupi adalah penting. Pastikan semua alat -alat, bilah, pengapit, instrumen pengukuran -mudah dicapai dan berfungsi dengan betul. Jika menggunakan alat kuasa, sahkan bahawa ia dipasang dengan selamat dan bilah sesuai untuk logam bukan ferus. Kawasan pemotongan juga harus termasuk sistem pengumpulan serpihan, seperti dulang vakum atau cip, untuk mengekalkan kebersihan dan mencegah serpihan logam daripada mencemari bahagian dalam tiub atau peralatan sekitarnya. Sebelum memulakan pemotongan sebenar, tiub yang ditandakan harus diperiksa dua kali untuk ketepatan pengukuran dan kemudian diapit dengan selamat ke tempatnya, seperti yang digariskan dalam bahagian sebelumnya.
Langkah kedua ialah penjajaran alat dan kedudukan bilah. Untuk pemotongan manual dengan pemotong hacksaw atau tiub, bilah hendaklah diselaraskan dengan tepat dengan garis yang ditandakan dan dimulakan dengan tekanan cahaya untuk menubuhkan alur. Alur ini akan bertindak sebagai panduan dan menghalang bilah dari tergelincir semasa potongan utama. Untuk alat berkuasa seperti gergaji band atau saw sejuk, ketinggian bilah dan kedudukan sisi harus ditetapkan supaya bilah memasuki tiub berserenjang ke wajahnya. Misalignment pada peringkat ini boleh menyebabkan luka bersudut, burrs yang berlebihan, atau mengikat bilah. Setelah penjajaran disahkan, mulakan proses pemotongan dengan gerakan yang konsisten dan terkawal. Dalam pemotongan manual, gunakan cahaya untuk tekanan sederhana dan biarkan gigi bilah melakukan kerja; Kekuatan yang berlebihan boleh memesongkan dinding tiub atau menyebabkan bilah untuk membelokkan. Untuk pemotongan berkuasa, mulakan bilah dan perlahan -lahan memberi makan tiub ke jalan gergaji, mengekalkan kadar suapan dan tekanan yang mantap.
Langkah ketiga adalah untuk memantau pemotongan untuk pembentukan haba dan peralihan bahan. Walaupun tembaga menghilangkan haba dengan baik, pemotongan yang berpanjangan -terutamanya dengan bilah yang kasar atau geseran -boleh menyebabkan melembutkan atau perubahan warna setempat. Memohon sedikit pemotongan minyak atau penyejuk berasaskan air dapat mengurangkan hayat dan memanjangkan hayat bilah. Secara berkala, jeda pemotongan untuk memeriksa pembentukan burr, misalignment, atau tanda -tanda ubah bentuk. Dalam persediaan berkuasa, jangan paksa tiub melalui bilah lebih cepat daripada kelajuan pemotongan yang diberi nilai alat; Melakukannya boleh mengakibatkan kelebihan kasar, penyingkiran bahan yang berlebihan, atau kerosakan alat. Apabila bilah mencapai bahagian jauh tiub, mengurangkan tekanan suapan sedikit untuk mengelakkan kerepek atau tepi kasar di bahagian keluar.
Langkah keempat adalah penamat dan pemeriksaan. Selepas potongan selesai, keluarkan tiub dari pengapit dan periksa muka potong untuk kelebihan dan kualiti permukaan. Gunakan persegi machinist untuk memeriksa persamaan, dan caliper untuk mengesahkan bahawa panjang potong sepadan dengan pengukuran yang dimaksudkan. Jika mana -mana burrs hadir, keluarkannya menggunakan alat deburring, fail rata, atau kain kasar. Kedua -dua tepi dalaman dan luaran perlu dilicinkan, terutamanya jika tiub akan digunakan dalam sistem bendalir atau dilengkapi dengan komponen lain. Untuk aplikasi kritikal, pengamplasan cahaya seluruh muka potong boleh dilakukan untuk memastikan persiapan permukaan yang optimum untuk pematerian atau menyertai. Jika potongan itu adalah sebahagian daripada proses fabrikasi pelbagai langkah, labelkan segmen tiub untuk mengekalkan pengenalan dan memastikan kebolehkesanan semasa pemasangan.
Sepanjang proses pemotongan, konsistensi dan perhatian terhadap perincian adalah kunci. Dengan mengikuti pendekatan sistematik ini, pengguna dapat mencapai hasil gred profesional yang menyokong proses hiliran seperti pematerian, brazing, atau pengikat mekanikal. Sama ada memotong tiub persegi tembaga untuk sistem HVAC, pemasangan seni bina, atau perhimpunan elektrik tersuai, keupayaan untuk membuat pemotongan yang bersih dan berulang memastikan kebolehpercayaan struktur dan kualiti estetik dalam produk akhir.
Apabila memotong tiub persegi tembaga, mencapai pemotongan lurus yang bersih adalah langkah kritikal dalam memastikan produk akhir memenuhi toleransi dimensi dan siap untuk operasi hiliran seperti pematerian atau pemasangan. Walau bagaimanapun, terdapat kesilapan biasa yang sering dihadapi oleh fabrikasi semasa proses pemotongan. Memahami kesilapan ini dan melaksanakan strategi untuk mengelakkan mereka dapat menjimatkan masa, mengurangkan sisa, dan mencegah kerosakan bahan. Kesilapan pertama adalah pilihan alat yang salah. Tiub persegi tembaga memerlukan alat tertentu bergantung kepada ketebalan bahan dan jumlah luka. Menggunakan bilah saw yang direka untuk kayu atau plastik, sebagai contoh, boleh menyebabkan pemotongan yang tidak sekata, pembentukan burr yang berlebihan, atau bilah yang membosankan. Untuk tembaga, terutamanya bahan yang lebih tebal, gergaji dengan gigi halus dan direka untuk pemotongan logam, seperti gergaji band atau saw sejuk, harus digunakan. Bahan bilah, biasanya diperbuat daripada keluli berkelajuan tinggi (HSS) atau karbida, memastikan panjang umur dan ketepatan pemotongan. Satu lagi kesilapan yang berkaitan dengan alat adalah menggunakan bilah yang membosankan. Dari masa ke masa, walaupun berkualiti tinggi melihat bilah-bilah yang dipakai, dan bilah yang membosankan menyebabkan tembaga memanaskan lebih daripada yang diperlukan, yang membawa kepada perubahan warna, tepi yang keras, dan permukaan potong kasar. Ia penting untuk menggantikan atau mengasah bilah secara teratur untuk mengekalkan kualiti potong. Jika bilah terlalu membosankan, ia juga boleh menghasilkan geseran yang berlebihan, meningkatkan peluang tiub membongkok atau melengkung ketika ia dipotong.
Kesilapan kedua adalah penjajaran yang lemah semasa proses pemotongan. Misalignment boleh berlaku di kedua -dua alat manual dan kuasa, yang membawa kepada pemotongan yang bersudut atau mengimbangi, yang boleh menjejaskan integriti tiub dan membawa kepada pemasangan yang kurang apabila dipasang. Untuk alat manual seperti Hacksaws, pengendali mesti berhati -hati mengekalkan kedudukan dan sudut gergaji. Malah sedikit peralihan boleh menyebabkan pemotongan pergi ke luar persegi, terutamanya dengan geometri persegi tiub tembaga. Untuk alat berkuasa, seperti gergaji miter atau gergaji band, memastikan bahawa tiub diselaraskan dengan tepat dengan bilah adalah penting. Sedikit misalignment dalam sistem gergaji atau penjepit boleh menyebabkan pemotongan yang tidak sekata, yang membawa kepada kesukaran dalam menyertai tiub atau membuat tiub tidak sesuai untuk aplikasi yang dimaksudkan. Menggunakan jig, pengapit, atau lekapan yang direka khusus untuk tiub persegi boleh membantu menyelaraskan bahan dengan betul dan mengurangkan risiko penyimpangan sudut.
Satu lagi kesilapan yang sering dibuat semasa proses pemotongan adalah penjepit yang tidak betul. Pengapit tiub persegi tembaga terlalu ketat atau tidak betul boleh mengakibatkan kerosakan bahan. Lebih mengetatkan pengapit boleh menyebabkan tembaga lembut berubah bentuk, mencipta selekoh, penyok, atau bahkan retak di sepanjang tepi yang diapit. Di samping itu, daya pengapit yang tidak sekata boleh menyebabkan peralihan tiub atau tergelincir semasa potongan, yang boleh menyebabkan ketidaktepatan atau burrs yang tidak diingini. Untuk mengelakkan ini, penting untuk menggunakan pengapit yang memohon tekanan di seluruh permukaan penuh tiub tanpa mengetatkan. Menggunakan padding lembut pada rahang pengapit, seperti getah atau nilon, boleh membantu mencegah kerosakan pada tiub dan memastikan cengkaman yang tegas tetapi tidak membosankan. Di samping itu, memastikan bahawa tiub disokong dengan baik sepanjang panjangnya, terutamanya untuk bahagian yang lebih panjang, dapat mengurangkan risiko kendur atau lenturan apabila potongan dibuat.
Pembentukan haba adalah satu lagi isu biasa apabila memotong tiub persegi tembaga. Tembaga, menjadi konduktor haba yang baik, akan dengan cepat menghilangkan haba semasa memotong. Walau bagaimanapun, geseran yang berlebihan, terutamanya apabila menggunakan alat yang kasar atau memotong terlalu cepat, boleh mengakibatkan pemanasan setempat, yang melembutkan tembaga, menjadikannya lebih mudah untuk ubah bentuk atau perubahan warna. Untuk mengelakkan pembentukan haba, adalah dinasihatkan untuk menggunakan pelincir atau penyejuk pemotongan semasa proses. Minyak ringan atau penyejuk berasaskan air dapat membantu mengurangkan geseran dan menghilangkan haba, mengekalkan integriti tembaga. Di samping itu, melambatkan proses pemotongan atau menggunakan alat yang mengurangkan geseran, seperti gergaji sejuk, juga boleh menghalang terlalu panas.
Akhir sekali, pembentukan Burr adalah akibat yang tidak dapat dielakkan dari pemotongan logam, tetapi ia boleh diminimumkan dengan teknik yang betul. Burrs, terutamanya di bahagian dalam tiub tembaga, boleh menghalang aliran bendalir dalam aplikasi paip atau HVAC, manakala burrs luar boleh menghalang pemasangan yang betul semasa pemasangan. Burrs hendaklah dikeluarkan dengan segera selepas memotong untuk memastikan tiub sesuai dengan komponen lain. Ini boleh dilakukan dengan menggunakan alat deburring, fail, atau pad kasar. Adalah penting untuk memastikan bahawa semua permukaan, kedua -dua dalaman dan luaran, licin dan bebas dari serpihan, terutamanya apabila menyediakan tiub tembaga untuk pematerian atau brazing.
Keselamatan adalah kebimbangan kritikal apabila bekerja dengan tiub persegi tembaga, terutamanya semasa operasi pemotongan, yang melibatkan bilah tajam, peralatan berputar, dan potensi untuk shard logam terbang atau habuk. Mengambil langkah berjaga -jaga yang betul dan mengikuti garis panduan keselamatan dapat membantu mencegah kecederaan dan memastikan persekitaran kerja yang lebih selamat. Langkah pertama dalam keselamatan ialah penggunaan peralatan perlindungan peribadi (PPE) yang betul. Apabila memotong tiub persegi tembaga, kacamata keselamatan adalah penting untuk melindungi mata dari serpihan terbang, percikan api, atau serpihan logam yang boleh mengakibatkan proses pemotongan. Walaupun menggunakan kaedah pemotongan yang tidak kasar, tembaga kecil tembaga boleh diproyeksikan pada kelajuan tinggi, jadi memakai perlindungan mata tahan kesan adalah suatu keharusan. Di samping itu, perlindungan pendengaran harus dipakai apabila menggunakan alat kuasa seperti gergaji, terutama mereka yang mempunyai RPM yang tinggi, kerana bunyi bising dapat mencapai tahap yang berbahaya. Sepasang earplugs atau penyumbat telinga yang mudah dapat menghalang kerosakan pendengaran jangka panjang.
Sarung tangan adalah satu lagi bahagian penting PPE. Walaupun tembaga agak lembut berbanding logam lain, ia masih boleh mempunyai tepi tajam, terutama selepas memotong. Memakai sarung tangan tahan potong yang diperbuat daripada bahan-bahan seperti Kevlar atau mesh keluli tahan karat memberikan perlindungan terhadap luka dan lecet, terutamanya ketika mengendalikan tiub tembaga yang baru dipotong. Walau bagaimanapun, penting bahawa sarung tangan tidak terlalu besar atau ketat, kerana ia boleh menjejaskan ketangkasan dan meningkatkan risiko kemalangan semasa mengendalikan bahagian kecil atau menyesuaikan alat pemotongan.
Bagi pekerja yang mengendalikan bahagian yang lebih besar dari tiub persegi tembaga atau menggunakan alat kuasa untuk tempoh yang panjang, apron tahan lama atau lengan pelindung dapat membantu melindungi badan dari potensi percikan, serpihan terbang, atau permukaan panas. Apabila bekerja dengan gergaji kuasa atau penggiling, percikan api sering dijana, jadi memakai pakaian api-api dinasihatkan untuk mencegah kebakaran atau bahaya kebakaran. Di samping itu, disyorkan untuk memakai kasut keluli untuk melindungi kaki dari alat yang jatuh atau kepingan berat tiub tembaga semasa proses pengendalian.
Sebagai tambahan kepada perlindungan peribadi, pengudaraan yang betul adalah penting apabila memotong tiub tembaga, terutamanya jika sebarang haba dihasilkan atau jika pelincir atau penyejuk digunakan. Banyak minyak dan semburan yang memotong bahan kimia yang boleh memancarkan asap atau menguap apabila terdedah kepada haba, yang berpotensi membawa kepada masalah pernafasan. Memastikan pengudaraan yang baik di kawasan kerja dapat membantu menghilangkan asap yang berbahaya dan mencegah penyedutan mana -mana zarah. Sebaik -baiknya, kawasan kerja harus dilengkapi dengan kipas ekzos, terutama jika pemotongan dilakukan di dalam rumah atau di ruang tertutup. Sekiranya perlu, pernafasan atau topeng debu boleh dipakai untuk melindungi daripada penyedutan habuk tembaga atau wap yang dihasilkan semasa proses pemotongan. Peranti ini amat berguna jika pemotongan melibatkan alat yang kasar atau jika tembaga dipanaskan, kerana zarah logam halus dan asap boleh berbahaya apabila disedut.
Pengendalian tiub persegi tembaga yang betul juga merupakan aspek penting keselamatan tempat kerja. Tembaga adalah bahan yang agak lembut dan, sementara mudah untuk bekerja dengan, masih boleh menyebabkan kecederaan jika salah. Tiub besar harus diangkat menggunakan teknik mengangkat yang betul, seperti membongkok lutut dan menjaga belakang lurus untuk mengelakkan ketegangan atau kecederaan. Tiub tembaga juga perlu disimpan dengan selamat untuk mengelakkan tersandung atau jatuh secara tidak sengaja, terutamanya apabila disusun dalam kuantiti yang banyak. Menggunakan rak atau sistem rak yang direka untuk memegang kepingan panjang bahan disyorkan untuk memastikan tembaga stabil dan selamat. Di samping itu, apabila mengangkut tiub persegi tembaga, terutamanya bahagian yang lebih panjang, adalah penting untuk memastikan mereka disokong sepenuhnya dan diikat dengan selamat untuk mengelakkan tergelincir atau bergulir semasa pergerakan.
Menjaga persekitaran kerja yang bersih dan teratur adalah penting untuk keselamatan. Tangkapan tembaga yang tumpah, cecair pemotongan, atau serpihan boleh membuat permukaan licin atau bahaya kebakaran. Secara kerap membersihkan kawasan kerja dan pelupusan sisa dalam bekas yang sesuai mengurangkan risiko kemalangan. Menyimpan alat dan peralatan dalam urutan kerja yang baik dan dikekalkan dengan betul juga penting untuk meminimumkan risiko kerosakan alat atau kecederaan.
Penyediaan permukaan yang betul sebelum pematerian tiub persegi tembaga adalah asas untuk mencapai sendi yang kuat dan bebas kebocoran dan memastikan kebolehpercayaan jangka panjang. Kekonduksian terma dan kelembutan yang sangat baik Copper menjadikannya calon yang ideal untuk pematerian, tetapi sifat -sifat yang sama memerlukan pembersihan dan penjajaran yang teliti untuk mencegah kegagalan bersama. Langkah kritikal pertama ialah membersihkan permukaan tembaga. Tembaga secara semulajadi membentuk lapisan oksida apabila terdedah kepada udara, yang boleh menghalang aliran solder dan menyebabkan ikatan lemah. Lapisan oksida ini, bersama -sama dengan kotoran, gris, dan minyak sisa dari pengendalian atau proses pembuatan, mesti dikeluarkan sepenuhnya sebelum pematerian. Kaedah pembersihan mekanikal, seperti menggunakan kain emery yang halus atau pad kasar, berkesan untuk mengeluarkan oksida permukaan dan menghasilkan kilauan yang cerah dan logam. Penjagaan harus diambil untuk membersihkan semua permukaan yang akan bersentuhan semasa pematerian, termasuk muka luar tiub dan permukaan dalaman kelengkapan atau soket.
Pembersihan kimia juga sering digunakan, terutamanya dalam tetapan perindustrian. Pembersih tembaga khusus atau degreaser boleh membubarkan sisa -sisa organik dan bahan cemar. Bahan kimia ini biasanya mengandungi asid ringan atau detergen yang dirumuskan untuk mengeluarkan minyak dan pengoksidaan tanpa merosakkan substrat tembaga. Selepas rawatan kimia, pembilasan menyeluruh dengan air bersih dan pengeringan adalah penting untuk mengelakkan bahan kimia sisa daripada mengganggu solder atau fluks. Sesetengah profesional menggunakan tisu aseton atau isopropil alkohol sebagai langkah terakhir untuk memastikan permukaan murni. Apabila pembersihan, adalah penting untuk mengelakkan memperkenalkan calar atau gouges pada permukaan tembaga, kerana ini boleh menjadi titik tumpuan tekanan dan berkompromi kekuatan bersama.
Berikutan pembersihan, deburring diperlukan untuk menghilangkan tepi tajam, burrs, atau shard logam yang dihasilkan semasa proses pemotongan. Burrs di pinggir luar tiub boleh menghalang tempat duduk yang betul dalam kelengkapan, manakala burrs dalaman boleh menghalang aliran bendalir atau perangkap fluks dan sisa solder. Alat seperti pisau deburring, reamer bulat atau chamfer, dan fail halus biasanya digunakan untuk tujuan ini. Matlamatnya adalah untuk mewujudkan tepi lancar, chamfered yang membolehkan solder mengalir secara merata di sekitar sendi dengan tindakan kapilari. Untuk tiub persegi tembaga, perhatian khusus mesti dibayar kepada sudut dalaman, yang boleh mengumpul burrs kerana geometri profil. Deburring bukan sahaja meningkatkan fit mekanikal tetapi juga mengurangkan risiko laluan kebocoran yang terbentuk di sepanjang tepi yang tidak rata.
Selepas pembersihan dan deburring, penjajaran pemasangan menjadi faktor penting seterusnya. Penjajaran yang betul memastikan bahawa komponen sesuai dengan ketat dan seragam, yang membolehkan solder menembusi sepenuhnya di sekitar sendi. Walaupun sedikit misalignment boleh menyebabkan jurang atau pengedaran solder yang tidak sekata, mengakibatkan sendi atau kebocoran yang lemah. Untuk mencapai matlamat ini, komponen sering dipasang sebelum menggunakan fluks atau solder. Ini membolehkan fabrikasi untuk memeriksa sambungan, sambungan bebas jurang dan menyesuaikan seperti yang diperlukan. Dalam sesetengah kes, alat penjajaran mekanikal seperti jig, lekapan, atau pengapit digunakan untuk memegang komponen di tempat semasa pematerian. Alat ini sangat berharga apabila bekerja pada perhimpunan kompleks atau pelbagai sendi serentak, mengekalkan penjajaran yang konsisten sepanjang proses.
Geometri persegi tiub menambah kerumitan kepada penjajaran berbanding tiub bulat. Setiap satu daripada empat pihak mesti memenuhi siram dengan wajah kelengkapan atau tiub bersebelahan. Mana -mana misalignment putaran, seperti berpusing, boleh menyebabkan jurang solder yang tidak sekata atau hasil estetik yang lemah. Menggunakan dataran machinist ketepatan atau tolok sudut semasa pemasangan dapat membantu mengesahkan kedudukan yang betul. Di samping itu, pembersihan fluks perlu digunakan secara merata untuk semua permukaan mengawan selepas penjajaran untuk menggalakkan aliran solder dan mencegah pengoksidaan semasa pemanasan. Aplikasi fluks yang tidak konsisten boleh mengakibatkan sendi sejuk atau penyatuan pateri, yang melemahkan sambungan.
Penyediaan permukaan menyeluruh yang melibatkan pembersihan, deburring, dan penjajaran tepat tepat adalah prasyarat untuk sendi solder berkualiti tinggi dalam tiub persegi tembaga. Mengabaikan mana -mana langkah ini boleh menyebabkan kegagalan bersama, kebocoran, atau kerja semula yang mahal. Melaksanakan protokol penyediaan disiplin meningkatkan kecekapan pematerian, kebolehpercayaan, dan panjang umur keseluruhan perhimpunan tembaga.
Soldering tiub persegi tembaga memerlukan bukan sahaja bahan yang sesuai tetapi juga aplikasi teknik yang mahir yang memastikan sendi yang kuat dan seragam. Proses ini sangat bergantung pada pilihan alat, penggunaan fluks yang betul, dan penggunaan haba terkawal menggunakan obor. Pertimbangan pertama ialah pemilihan solder dan fluks. Solder bebas plumbum yang terdiri daripada aloi Tin-Copper atau Tin-Silver lebih disukai kerana peraturan alam sekitar dan kesihatan. Aloi ini biasanya mencairkan antara 217 ° C dan 280 ° C, yang membolehkan ikatan metalurgi yang kuat dengan tembaga tanpa merosakkan bahan asas. Fluks, agen kimia yang membersihkan permukaan logam dan menggalakkan aliran solder, mesti serasi dengan tembaga. Jenis fluks biasa termasuk fluks yang berasaskan air, berasaskan rosin, dan tidak bersih, masing-masing dengan kelebihan bergantung kepada persekitaran permohonan dan keperluan pembersihan pasca pemotongan. Fluks larut air adalah berkesan tetapi memerlukan pembersihan menyeluruh untuk mencegah kakisan, sedangkan fluks berasaskan rosin boleh ditinggalkan jika tertutup dalam perhimpunan.
Pemilihan alat adalah sama pentingnya. Obor propana digunakan secara meluas untuk kemudahan mereka dan output haba yang mencukupi, sementara obor gas Mapp menawarkan suhu api yang lebih tinggi untuk pemanasan yang lebih cepat. Untuk kerja ketepatan pada tiub kecil, obor pensil dengan api yang fokus membolehkan kawalan yang lebih baik. Api harus diselaraskan untuk menghasilkan kerucut dalaman yang bersih, biru, tidak menentu, yang menunjukkan pembakaran yang efisien dan output haba yang konsisten. Api yang terlalu besar atau berasap boleh mencemarkan sendi pateri atau terlalu panas tembaga, menyebabkan pengoksidaan atau melengkung. Sebelum menyalakan obor, pastikan ruang kerja adalah jelas bahan mudah terbakar dan pengudaraan itu mencukupi untuk menyebarkan gas pembakaran.
Proses pematerian itu sendiri mengikuti urutan yang dikawal dengan teliti. Pertama, gunakan fluks sama rata untuk semua permukaan mengawan yang dibersihkan. Ini memastikan pengoksidaan diminimumkan semasa pemanasan dan solder mengalir dengan lancar ke dalam sendi melalui tindakan kapilari. Seterusnya, panaskan sendi dengan menggerakkan api secara teratur di sekitar sambungan, membolehkan tembaga mencapai suhu lebur solder seragam. Adalah penting untuk memanaskan logam asas dan bukan secara langsung memanaskan dawai solder, kerana ini menggalakkan aliran solder yang betul ke dalam sendi dan menghalang sendi sejuk. Sebaik sahaja tembaga mencapai suhu yang sesuai, wayar solder suapan ke dalam sendi, membolehkannya ditarik secara semula jadi ke dalam jahitan dengan tindakan kapilari. Solder harus membentuk fillet yang lancar di sekitar tepi bersama, sepenuhnya merangkumi permukaan mengawan tanpa jurang atau lompang.
Semasa pematerian, mengekalkan kawalan obor adalah penting. Haba yang berlebihan boleh menyebabkan fluks terbakar secara awal, mengakibatkan pengoksidaan dan lekatan yang lemah. Pemanasan yang tidak sekata boleh menghasilkan bintik -bintik yang lemah atau menyebabkan pateri berkumpul di kawasan tertentu. Pengendali harus sentiasa memantau kedudukan api dan warna tembaga untuk memastikan pengagihan suhu seragam. Menggunakan krayon yang mengisytiharkan suhu atau termometer inframerah boleh membantu dalam menilai apabila sendi siap untuk permohonan solder. Selepas pematerian, biarkan sendi sejuk secara semulajadi; Penyejukan pesat oleh air atau udara paksa boleh menyebabkan kejutan terma dan mikrokrak.
Pembersihan pasca pemotongan bergantung kepada jenis fluks yang digunakan. Sisa-sisa fluks larut air mesti dibasuh dengan teliti untuk mengelakkan kakisan, manakala residu fluks rosin boleh dibersihkan dengan pelarut atau kiri jika sendi dilindungi. Periksa sendi secara visual untuk liputan solder yang konsisten, ketiadaan retak, dan fillet yang licin. Sendi yang disatukan dengan baik harus mempamerkan penampilan yang berkilat dan seragam tanpa solder atau jurang yang berlebihan. Untuk aplikasi kritikal, kaedah ujian yang tidak merosakkan seperti ujian tekanan atau pemeriksaan penembusan pewarna boleh mengesahkan integriti bersama.

Apakah tiub tembaga berdinding tebal? Tiub tembaga berdinding tebal, juga dikenali sebagai tiub tembaga berdinding tebal yang lancar, ...
Lihat Butiran
Tinjauan dan kepentingan tiub kapilari tembaga Dalam peralatan perindustrian moden dan sistem kawalan ketepatan, pengurangan dan ketep...
Lihat Butiran
Apakah tiub tembaga? Analisis komposisi bahan dan ciri asas Definisi tiub tembaga Tiub tembaga adalah objek tiub yang diperbuat dar...
Lihat Butiran
Memahami tiub persegi tembaga: komposisi, gred, dan aplikasi biasa Tiub persegi tembaga adalah penyeksaan khusus yang menggabung...
Lihat Butiran![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Semua hak terpelihara.
